一、聚酯带节电性能介绍
目前,国内的经济发展正面临越来越严重的环境压力和生产成本压力,能耗一直是所有企业所关注的重要指标。如何节能(电),是摆在当前企业发展的重要任务。针对挠性机械传动而言,动力传递过程中,所消耗的无用功越小,其节能效果越好。就常用的平面传动带传递动力的过程来说,带体的重量、通过轮径的包绕面积及定伸强力决定了带体在做功时所产生能耗的大小。因此,设备中传动带的选择配置是优化节能的关键因素,具备超强定伸、带体轻柔、表面摩擦力适中的传动带是客户的最佳选择。我公司最新研制生产的聚酯传动龙带很好地解决了上述问题。
1.聚酯带节电特性
a) 定伸强力高,张力稳定。
通常,与片基带相比,聚酯带的1%定伸强力高30%~50%,这就意味着,传动带一次调好张紧力后,不需再反复调节张紧。加之其运转平稳、张力适中且不易丢速,使得轴承负荷相对减少,从而节省用电量。
b) 带子重量轻
聚酯带的强力层是特殊结构的高强低伸聚酯织物,传递同等动力时,可选用薄些的平带,从而减少平带的转动惯量和离心力,使其自身消耗的电能减少而节省用电量。
c) 柔软屈挠性好
由于聚酯带带身柔软,带体与带轮的包绕性好,使弯曲应力减少,传动效率提高而相对节省用电量。
d) 接头快捷环保
接头采用带体热塑性弹性体热熔齿形黏接,免涂粘合剂,运转无方向限制,因此节约了安装时间,又减少了环境污染。

现场测试实验照片
2. 节电效果
现场对比测试表明,聚酯带较国内外片基带的平均节电率高于10%,见下表:
聚酯龙带节电实例
|
机型
|
伟峰168包覆纱机
|
华裕310G倍捻机
|
村田363-Ⅱ型短纤倍捻机
|
|
使用带型
|
天齐聚酯带T2E/20
|
国外片基带
S-250H
|
天齐聚酯带T2E/24
|
国外片基带
10S
|
天齐聚酯带T4E/30
|
国外片基带
15S
|
|
龙带规格(mm)
|
31200*30
|
31850*30
|
36100*50
|
|
锭子转速
(rpm)
|
11000
|
13000
|
10000
|
|
单台耗电量(KWh/24h)
|
136
|
168
|
115.5
|
127.8
|
228
|
278
|
|
节电量(KWh)
|
32
|
12.3
|
50
|
|
节电率(/%)
|
19.05
|
9.62
|
17.98
|
|
平均节电率(%)
|
12.51
|
由上表可以看出,聚酯带的节电效果非常显著,用于包覆纱机,节电率可达20%,用于短纤倍捻机,节电率在15%以上,用于310倍捻机,节电率达10%。因此聚酯带以其优异的节电性能,目前已被大量用作包覆纱机、超长细纱机、转杯纺纱机、倍捻机等新型高速设备的龙带和动力传动带。
3.结构性能对比
聚酯带与片基带的结构性能对比
|
类别
|
聚酯带
|
片基带
|
|
表层材料
|
羧基丁腈橡胶,弹性好,摩擦系数恒定。
|
|
结构
|
1.强力层为高强低伸聚酯织物
2.过渡层为热塑性高聚物弹性体
|
1.强力层为高强度尼龙片基
2.过渡层为尼龙织物过渡层
|
|
过渡层
|
1.热塑性高聚物弹性体,柔软,弹性好,挠曲性好,因此噪音小且相对于片基带,在同等条件下可配更小的带轮。
2.比重小,重量轻, 可减少平带能耗。
3. 耐温性能好,抗老化,因此可提供接头较高的强力,接头寿命长。
|
尼龙织物,纵向柔软,但弹性差。
|
|
强力层
|
1. 高强低伸聚酯织物,尺寸长短不受温湿度影响
2. 定伸强力高,尺寸稳定,上机后一般只需一次张紧调解。
|
纵向高拉伸尼龙片基,尺寸受环境温湿度的变化而变化,上机后需根据具体运行环境如夏季和冬季,需适度张紧调解。
|
|
接头方式
|
齿形插接接头,不需胶水,环保,简便,接头平整,厚度均匀,运行无方向限制,安装快捷。
|
斜面磨削搭接,需涂刷胶水,运行有方向限制,安装时,需注意顺茬运行。
|
由上表可以得出,聚酯带在小带轮、长距离、张力调节范围小、抗冲击小、高速度及以节能为目标的纺机设备上表现优异。而片基带由于抗冲击性能突出,因此在张力调节范围大、大扭矩、高负载或短时过载、温度相对较高及恶劣工作环境中表现优越。
二、聚酯带的结构特性介绍
1.聚酯带的结构

1-驱动面(摩擦面) 2-高强低伸聚酯织物 3-热塑性高聚物弹性体
聚酯带的结构图
聚酯带以特种合成羧基丁腈橡胶作驱动及摩擦层的主体材料,性能与片基带相同。
以热塑性高聚物弹性体片材作复合过渡层,热塑性高聚物粒子经烘干后,经挤出机熔融挤出形成厚度均匀,宽度为1200mm的片材。并可根据不同的带体厚度成型0.3~1.2mm不同厚度的片材产品。该片材具有优良的弹性、耐油、耐温、抗疲劳、柔韧、比重小重量轻等特点,并与强力层和橡胶有良好的粘结性能。
以高强低伸聚酯织物作强力层。聚酯织物具有优良的耐磨性和强度,织物挺性好,尺寸不受温、湿度影响,特别是高强度聚酯纤维伸长变形较小,具有较好的化学稳定性,耐热性、柔软性及粘合性能。该强力层是由高强低伸的聚酯长丝经特殊编织而成,以保证纵向的柔软性、横向的挺性和织物的厚度。根据强力和用途不同,织物的厚度由0.3mm~1.0mm,并经高温浸渍处理定型,保证层间的良好粘附性能及高温使用不收缩变形。
橡胶与弹性体之间加有粘合层,保证层间黏附强力,使弹性体与橡胶粘成一体,增加带体的弹性、柔韧性和对带轮的包绕性。弹性体与强力层之间涂有带抗静电剂的粘合层,保证聚酯带的抗静电性及层间的粘附强力,高速运转不分层。
聚酯带的技术指标
|
指标项目
|
单位
|
T2E
|
T3E
|
T4E
|
|
强力层织物厚度
|
mm(等于)
|
0.50
|
0.70
|
0.80
|
|
1%定伸强力
|
N/mm(大于或等于)
|
20.0
|
30.0
|
35.0
|
|
5%定伸强力
|
N/mm(大于或等于)
|
60
|
90
|
100
|
|
拉伸强力
|
N/mm(大于或等于)
|
120.0
|
180.0
|
220.0
|
|
扯断伸长率
|
%(小于或等于)
|
12.0
|
|
接头拉伸强力
|
N/mm(大于或等于70%的带体拉伸强力)
|
101.0
|
152.0
|
178.0
|
2. 聚酯带的接头方法
2.1设备及工具(如下图所示)
黏接热合机(上、下板均为加热板)、冷压定型机(不加热)、固定模板、剪刀、电子测温计(0~200℃)
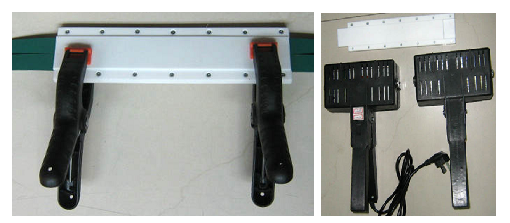
图5 粘接热合机、冷压定型机与模板示意图
2.2黏接条件
a) 热合条件:
温度:185~190℃ 时间:12~15min
压力:粘接热合机自动闭合所施加的压力
b) 冷压定型条件:
温度:室温
压力:冷压定型机自动闭合所施加的压力,冷却至40℃以下
2.3接头方式如下图所示:
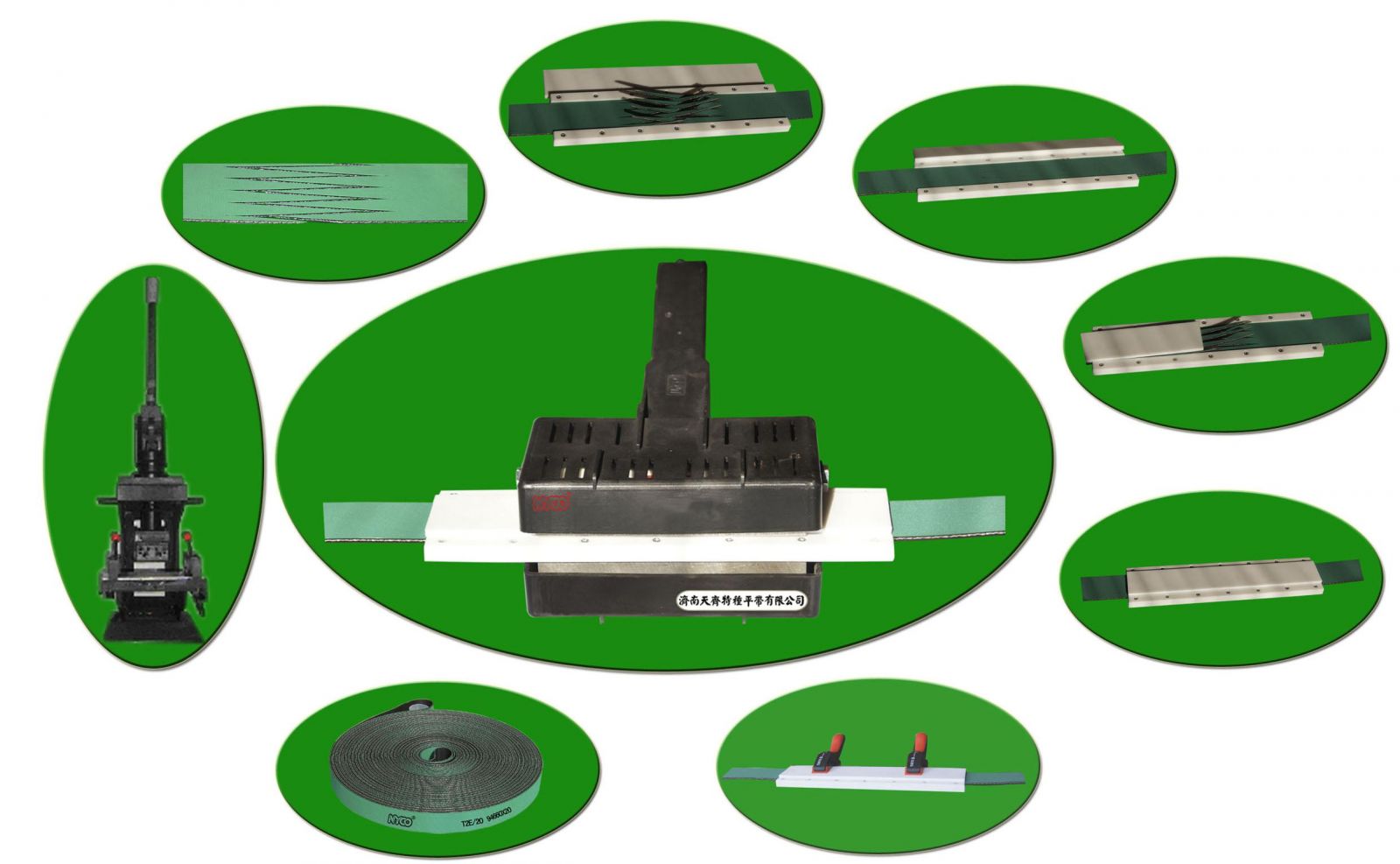
图6 聚酯带的打齿机与接头方式
2.4操作过程
a) 接通电源,使黏接热合机加热至温度达到热合要求,用测温计测量,温度稳定后,即可使用。
b) 两齿形接口对正插接放于固定模具中,模具两头用夹子固定,然后放于热合机上,按热合条件进行热合,完成热压后,必须取出固定模具并立即放在冷压定型机中进行冷压定型,完成定型后,取出带子并用剪刀修整接头部位,完成整个接头过程。
2.5注意事项
a) 齿接部位一定要保持清洁,否则影响接头质量。
b) 齿接部位一定要对正无缝隙,若有缝隙,则会造成接头强力低。
c) 不冷压定型,会造成接头部位变形。
d) 温度高会造成接头部位坑洼不平。
e) 压力小会造成接头部位气孔,压力大则造成带体变薄。
f) 接头完毕,弹性体均匀覆盖齿形部位的缝隙,为最佳。
g)若没有固定模具,可用稍薄于聚酯带带体厚度0.05mm的平带垫片,平行垫在聚酯带的两边,靠紧,即可热压。若用厚于聚酯带带体厚度的垫片,则会出现气孔和气泡。
3.聚酯带的选型及安装
3. 1带型选择
a)根据天齐公司的产品样本和技术资料,采用类比法经验选型。
b)必要时天齐公司帮助顾客选出所需的龙带型号。
c)在选择带型时,还应注意带型适用的最小轮径。
d)聚酯带的允许最大安装伸长率为1.5 %,超过时请考虑选择高一级龙带型号或增加带子宽度。
3. 2安装调整聚酯龙带常用规格与机型
安装调整聚酯龙带常用规格与机型
|
型号
|
主要用途
|
常用规格
|
适用机型
|
|
T2E/20
|
适用于超长细纱机、包覆纱机、吹吸风等龙带
|
99470*20
83000*20
31800*30
71400*10
|
青泽、伟峰、经纬等
|
|
T2E/24
|
|





